
Most bulk material handling projects do not need another component salesperson.
They need an engineering partner that can evaluate the facility, understand the material, define the operating goals, account for maintenance and outage constraints, and engineer the right solution around the plant’s actual requirements.
That is where AsBuilt + Acensium are different.
We do not sell conveyor components. We do not design around a preferred belt cleaner, skirt system, gate, liner package, chute liner, or proprietary product line. We are not trying to win the design so we can load the project with our components.
We provide component-neutral bulk material handling engineering around the customer’s facility, material behavior, operating requirements, preferred vendors, maintenance practices, outage windows, and purchasing strategy.
That distinction matters because chute, conveyor, and transfer-point problems are rarely solved by replacing one part.
They are solved by understanding the system.
For power generation teams, fuels managers, plant engineers, maintenance managers, outage planners, EPCs, fabricators, and material handling SMEs, that difference can affect project cost, outage confidence, fabrication quality, long-term maintenance, and system performance.
Bulk material handling systems are not standardized catalog environments.
Every plant has different constraints:
That is especially true in power plant material handling environments, where transfer towers, crusher houses, conveyor galleries, reclaim systems, and fuel-handling systems may have been modified repeatedly over decades.
In those environments, the project risk is rarely limited to the chute itself.
A transfer chute retrofit may also involve belt cleaner placement, skirtboard layout, gate integration, liner selection, access doors, inspection points, dust collection interfaces, structural clearances, platform access, and installation sequencing.
A conveyor retrofit may require new equipment to fit around old steel, congested walkways, tight maintenance zones, and existing components that were never modeled accurately.
That is why bulk material handling engineering needs to begin with the actual facility, not a preferred product catalog.
Many historical chute-design providers were tied to conveyor component sales.
That does not automatically make the design wrong. Some component manufacturers and equipment suppliers have deep application knowledge. But when the business model is built around selling a product line, the engineering process can become product-led instead of problem-led.
That can create issues when the project requires a broader system view.
Component-led design can push a project toward a specific liner package, belt cleaner, skirt system, gate, seal, or proprietary arrangement before the plant’s operating requirements are fully defined. It can also limit the owner’s ability to bid fabrication independently, use preferred vendors, or standardize around components the maintenance team already knows.
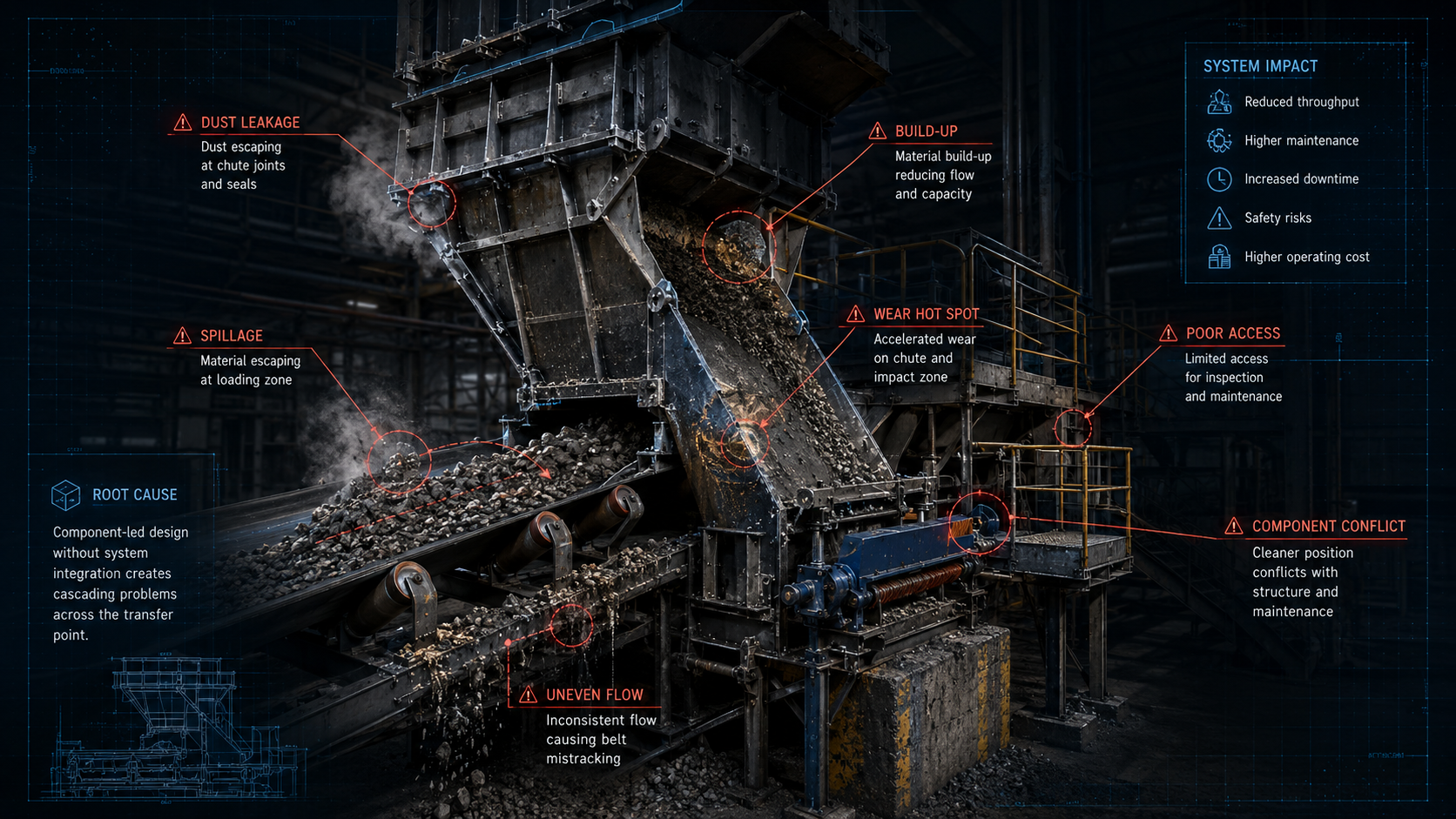
The result can be a design that solves one visible symptom but misses the underlying system problem.
A chute may be replaced, but the material trajectory still creates impact and wear. A skirt system may be upgraded, but access is poor and maintenance becomes harder. A liner package may be specified, but replacement clearances are not practical. A gate may be added, but its actuator, service envelope, and maintenance access conflict with existing steel.
Those are not just component issues.
They are engineering integration issues.
Component-neutral engineering means the solution is not forced around a proprietary product agenda.
AsBuilt + Acensium evaluate the application first:
From there, the engineering can be built around the right operating requirements.
That may include a customer’s preferred belt cleaners, skirting systems, liners, gates, seals, sensors, access doors, dust-control equipment, or fabrication partners. It may also include recommendations where a component decision needs to be reconsidered because of placement, access, geometry, or maintainability.
The point is not to avoid components.
The point is to integrate them correctly.
A better material handling solution starts with clear functional and operating requirements.
Before a transfer chute, conveyor retrofit, or bulk material retrofit project moves into detailed design, the project team needs to define what the system must do and what constraints the design must respect.
That is where the FNOR — functional and operating requirements — becomes important.
A strong FNOR process can define:
This gives the owner, engineer, fabricator, installer, and maintenance team a common basis for decision-making.
Without that basis, design decisions can become fragmented. One group may optimize flow. Another may optimize fabrication. Another may prioritize the preferred component package. Another may focus on outage execution.
The FNOR aligns those decisions before detailed engineering begins.
Component-neutral bulk material handling engineering is most valuable when the issue is bigger than a simple one-for-one replacement.
Common applications include:
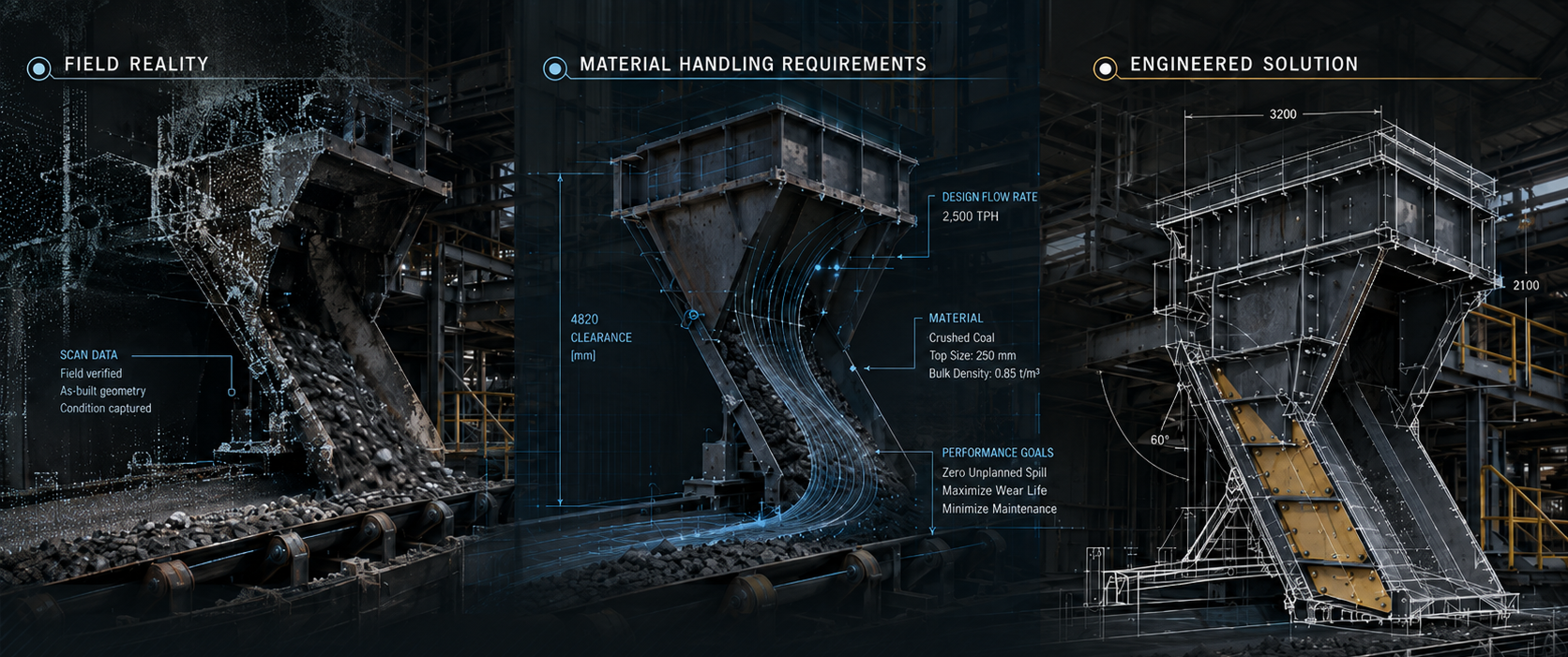
Transfer chutes need to control material flow, impact, wear, dust, spillage, and belt loading while fitting within real plant constraints. Engineering should account for material trajectory, flow transitions, liner strategy, inspection access, chute geometry, and downstream conveyor conditions.
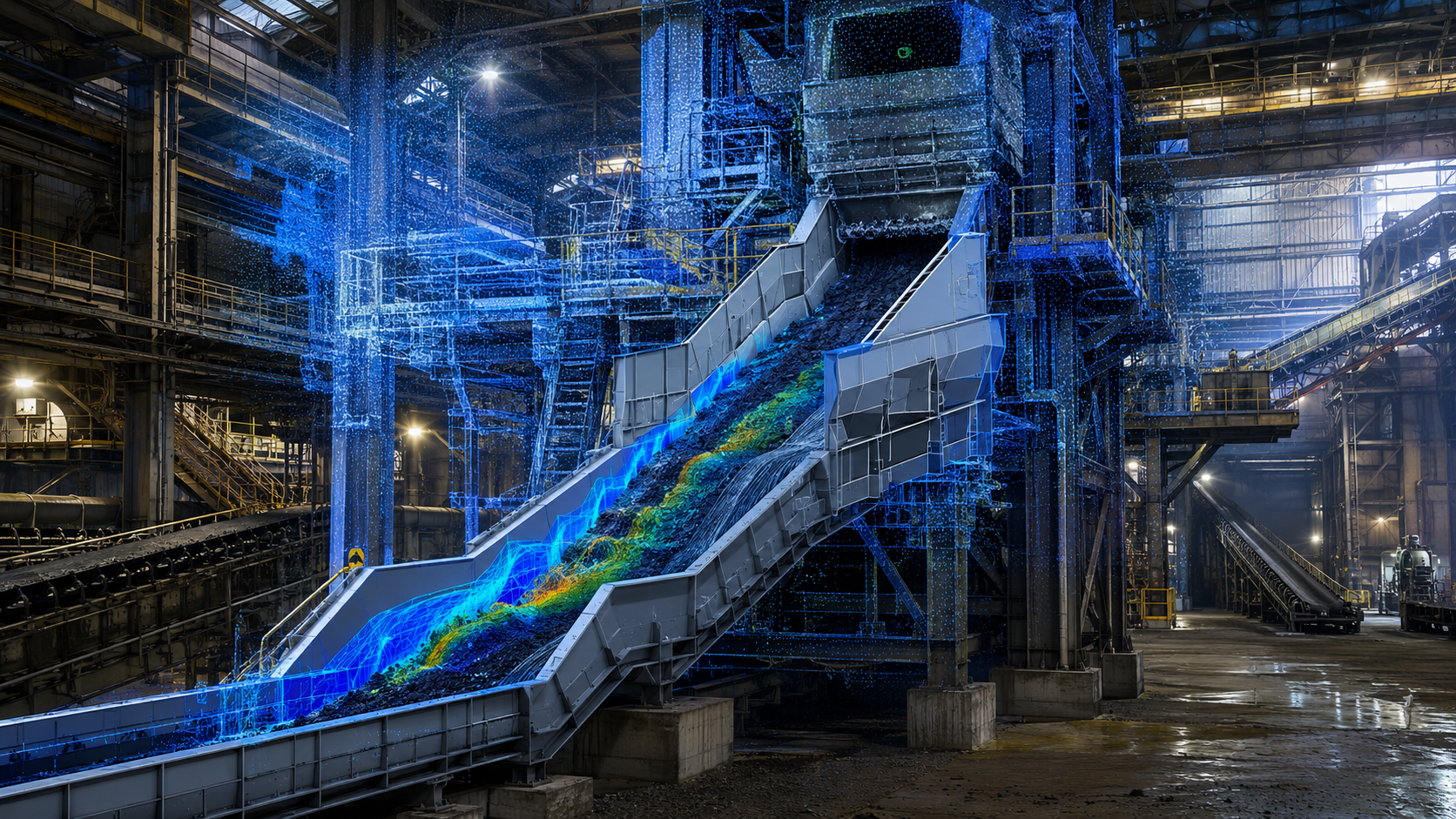
Where applicable, DEM-supported review can help evaluate material behavior and refine the design before fabrication.
Conveyor chute design is not only about the chute body. It also affects belt loading, belt tracking, skirting, sealing, dust control, carryback, material containment, and maintenance access. Poor integration can move the problem downstream instead of solving it.
Chute retrofit work is often constrained by existing steel, limited access, legacy drawings, and outage timing. A retrofit package needs to fit the real facility and support practical installation, not just look correct in a clean model.
AsBuilt’s 3D laser scanning services and 3D as-built modeling services help establish the field-verified basis for this work.
Conveyor retrofit projects may involve new components, modified structures, changed loading zones, replacement equipment, or revised access requirements. The design must account for how new and existing systems interact.
That requires accurate field data, proper component integration, and constructible engineering.
Outage windows leave little room for field surprises. If drawings are outdated, missing, or incomplete, the project team needs to verify the real conditions before fabrication or installation begins.
For related planning guidance, see No Reliable Drawings? Verify Fit Before the Outage Window and Pre-Turnaround Checklist: How Laser Scanning Reduces Shutdown Risk and Cost Overruns.
Many plants already have preferred component vendors.
That may include belt cleaners, skirt systems, liners, gates, inspection doors, dust-control equipment, bearings, sensors, actuators, or other conveyor-related components. Those preferences may be based on maintenance familiarity, purchasing agreements, spare-parts strategy, performance history, or plant standards.
A component-neutral approach supports that.
AsBuilt + Acensium can design around owner-preferred products when those products fit the application and can be integrated properly. When a preferred product creates a layout, access, serviceability, or performance issue, that concern can be identified early and addressed before the project reaches fabrication or installation.
This gives owners more control.
They are not forced into a proprietary product package. They can make informed decisions about purchasing, vendor selection, fabrication bidding, installation planning, and long-term maintenance.
A bulk material handling system can fail even when every individual component is reputable.
The issue is often integration.
Component placement, spacing, access, match plates, clearances, and maintenance envelopes all affect long-term performance. If those details are not engineered correctly, the plant can inherit problems that were avoidable.
Proper component integration should account for:
These details determine whether the final system is practical to operate and maintain.
A design that looks clean in isolation can still create field problems if the components cannot be accessed, removed, adjusted, inspected, or replaced safely.

A component-neutral engineering review can be scaled to the project.
For early-stage planning, it may focus on problem definition, existing constraints, operating requirements, and recommended next steps.
For retrofit or outage-driven work, it may support field verification, design development, fabrication planning, and installation readiness.
A review may include:
AsBuilt’s scan-based analysis and verification services and fabrication and installation verification services can support the field-verified side of this process.
For a broader look at how scan-driven workflows support retrofit performance, see How Scan-Driven Engineering Supports Industrial Retrofit Performance.
Bulk material handling retrofit work depends on accurate existing-condition data.
When the field does not match the drawings, every downstream decision carries more risk. Chute geometry, support steel, access platforms, conveyor elevations, equipment locations, and surrounding obstructions all need to be understood before the project advances too far.
AsBuilt supports this field basis through:
This gives the engineering team a reliable understanding of what is actually in place.
That matters before design. It matters before fabrication. It matters before an outage window opens.
Acensium supports the engineering solution through bulk material handling design experience, transfer chute expertise, conveyor retrofit knowledge, component integration, and installation-aware engineering.
That support may include:
Together, AsBuilt + Acensium connect field-verified reality with practical material handling engineering.
The goal is not just to produce a drawing package.
The goal is to produce a solution that fits the facility, performs against the operating requirements, supports the owner’s preferred purchasing strategy, and can be fabricated, installed, accessed, and maintained with fewer assumptions.
This is not theory.
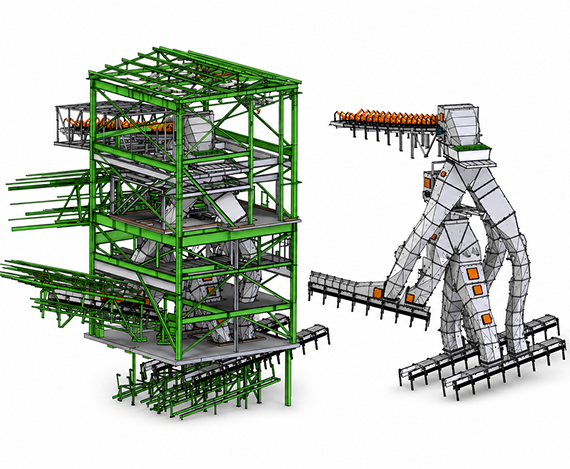
In a mission-critical coal transfer tower retrofit, AsBuilt + Acensium used laser scanning, as-built modeling, DEM simulation, 3D engineering, and fabrication verification to support a six-floor transfer tower redesign handling up to 6,400 tons per hour.
The project required more than a replacement chute.
It required field-verified existing conditions, material handling engineering, 3D coordination, fabrication-aware design, and verification that the engineered solution aligned with real-world constraints.
That is the kind of environment where component-neutral engineering matters.
When the project is complex, outage-sensitive, and tied to critical plant operation, the solution cannot be built around a generic catalog selection. It has to be engineered around the facility, the material, the operating requirements, and the installation reality.
A component-neutral bulk material handling engineering review is worth considering before:
The earlier the review happens, the more options the project team has.
Early review can help define the real problem, confirm the field constraints, align owner requirements, evaluate component options, and reduce the chance that the project advances around assumptions.
Bulk material handling projects are rarely solved by forcing a plant into a preselected product package.
They are solved by understanding the facility, the material, the operating goals, the maintenance realities, the outage constraints, and the owner’s preferred execution strategy.
AsBuilt + Acensium provide component-neutral bulk material handling engineering backed by field-verified reality.
We do not sell components.
We engineer around your plant.
Request a component-neutral bulk material handling engineering review before your next chute replacement, conveyor retrofit, outage package, fabrication bid, or component purchase decision.

Each project represents our commitment to accuracy and technical excellence




Talk with our team about your facility, scope, and objectives to determine the right capture, modeling, and analysis approach.
